An Investigation Into High-Stiffness, Adjustable, Natural Frequency Hydrostatic Slide Units
Grinding process optimization traditionally entails adjustments or grinding wheel-type and speed, depth of cut, coolant, etc. to achieve the highest productivity. A limiting factor has been machine dynamics because it is not readily adjustable. This research attempted to demonstrate that machine dynamic characteristics can be adjusted by varying the stiffness of hydrostatic slide units. This would be significant because through an intelligent adjustment at setup or through an active feedback system, the structural dynamics could be optimized creating the proverbial chatterless grinder or at least increase machine productivity and capability.
This research was suggested by the experience of some machine tool builders and users. This experience indicates that intentionally using weaker components in the structural loop can reduce chatter in some applications. Apparently the correct stiffness for dynamic purposes can be better for process optimization than maximum stiffness. This adjustability in stiffness by simply varying oil input pressure would make for a convenient mechanism for tuning the natural frequency of a machine.
The Slide Unit
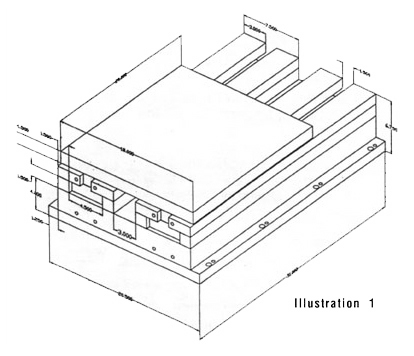
The slide unit employs a self-compensating system consistent with Prof Slocum’s gap compensation technology which has been described in the Fall ’95 issue of the ASPE Quarterly Journal. This slide unit differs from previous slides in that the guide ways wrap around the bearing elements rather than the bearing elements wrapping around a guide way. Notice that in illustration 1, the profile of the guide is similar to an inverted “T” slot. One bearing block runs in the bottom of each “T” slot. Each bearing block has 12 individual hydrostatic pockets, 12 compensators and all the necessary internal porting so that only one supply line runs to each block. No restrictors are used. The slide is over constrained in that both bearing blocks give vertical and horizontal guidance.
Static Stiffness
Because of the relatively high stiffness capable of this system, we were able to vary the static stiffness significantly through a broad working range (see illustration 2). This stiffness data is the average of three trials measured in three locations using Lion capacitance probes and a change in load of 200 lbs. We believe this graph flattens out and even drops off because of deflection of the base retaining way. At 500 psi this deflection was in excess of 50% of the original hydrostatic gap and could explain the drop in stiffness. The original hydrostatic gaps were .0005″ -.0007″ on all sides. An ISO 10 oil was used as a hydraulic fluid. The fluid temperature stabilized at 80° F after running for 2 hrs at 300 psi. Significantly higher stiffness was found using ISO 25 oil.

Dynamic Compliance
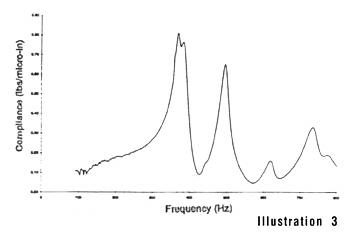
Unfortunately we found that we could make no significant changes to the Compliance Chart (illustration 3) by adjusting supply pressure. In retrospect it seems obvious that the top plate (illustration 4) that little could be learned about the actual oil film dynamics. We are presently producing a much stiffer top plate in an effort to simulate more closely actual conditions when large castings are likely to be bolted to the plate. Hopefully under these conditions we will be able to detect differences caused by stiffness variances in the oil bearing.
The chart is impressive though, in that even at resonance, the dynamic stiffness is better than 1,000,000 micro in/lbs.
Learn More About the Porous Media Difference
