Design and Evaluation of Vacuum Preloaded X-Y Stage and Vertical Z Motion, Flatness and Angular Error Correction Capability
The conventional practice of stacking linear guide systems to produce x-y platens has inherent errors. For many reasons this ultra precise x-y platens are being guided by a flat surface. These ultra precise platens employ air bearings and either vacuum or magnetic attraction to provide a preload for the air bearings.
The purpose of this paper is to explore the feasibility of using variances in the pressure or vacuum to achieve precise positioning in the z direction. Further, is it possible to use this to correct for flatness errors in the guiding surface? By independently varying vacuum and pressure to individual bearings, is it possible to make angular adjustments to the platen?
The Design of the Experiment
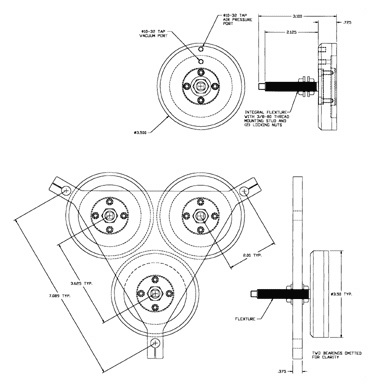
The test was designed to employ three New Way® vacuum preloaded air bearings mounted to a platen via flexures with high column stiffness. the platen also provided mounting bores for capacitance probes. A three channel Lion capacitance probe with tenth micro inch calibration was used. A ground cast iron surface plate was used as the guide surface.
Range of Motion
The test was designed to employ three New Way® vacuum preloaded air bearings mounted to a platen via flexures with high column stiffness. The platen also provided mounting bores for capacitance probes. A three channel Lion capacitance probe with tenth micro inch calibration was used. A ground cast iron surface plate was used as the guide surface.
Repeatability
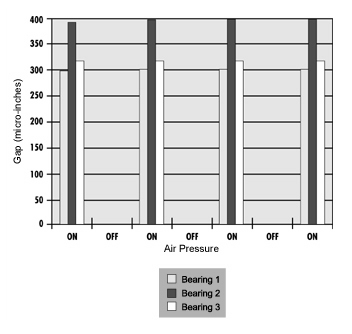
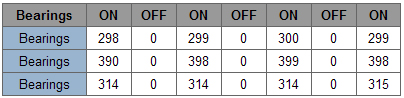
The purpose of this test was to determine flying height repeatability given constant pressure and vacuum Vacuum of 15 in. Hg was applied to the bearings. The capacitance probe readings were zeroed. Air pressure of 60 psig was applied to the bearings and the readings from the capacitance probes was recorded. This procedure was repeated four times over a five minute period. The results show excellent repeatability in flying height. This consistency is helpful in the design of reliable open loop systems, In a closed loop system, where pressure and vacuum are controlled and the flying height is the feed back, this repeatability is not critical.
Stiffness vs. Lift
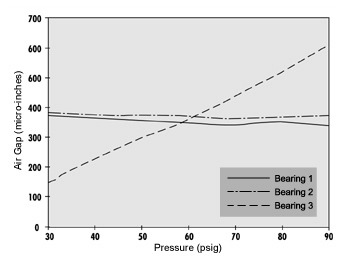
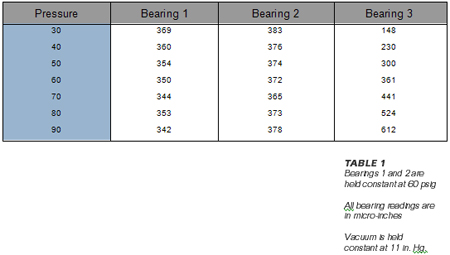
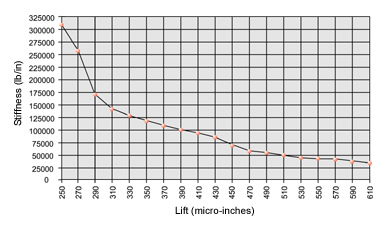
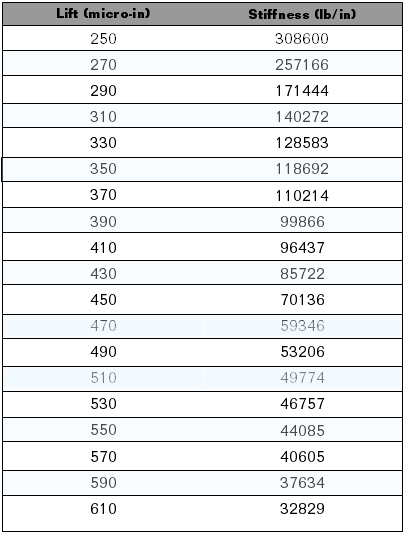
A test of the stiffness of one bearing was conducted by fixing two bearings (using vacuum and no air pressure) and applying pressure and vacuum to the third. The pressure to the bearing was held constant at 60 psig and the flying height was varied using vacuum ranging from a low of 5 in. Hg to a high of 25 in. Hg. As expected, the smaller the air gap the higher the stiffness. Precautions should be taken when using air gap in air bearings for adjustment because of the corresponding variation in stiffness. Through bearing and system design, higher stiffness with lowering flying heights, and higher flying heights with lower stiffness can easily be achieved. The bearings in this test are an example of average flying heights and stiffness.
Learn More About the Porous Media Difference
