Technical Report 9 – Crash Resistance in Precision Systems
At New Way Air Bearings, we remain invested in supporting the science behind our frictionless motion products, and assisting those who provide objective analysis for the applicability of our product line. Today we want to cover the paper Air Bearings in High Precision Systems, by Cracaoanu and F. Bremer of the Philips Innovation Services Center of Philips Royal Electronics in Eindhoven, Netherlands.
While many manufacturers claim their precision industries bearings last forever, there still exists a mechanism of failure in the wear phenomenon, whereby if the air bearing crashes, it deforms the surface of its guidway, and eventually the uneven surface affects operation to such a point that the bearing can no longer be considered functional.
This paper was motivated by much the same line of reasoning as Technical papers 3 and 7; as the turbomachinery and manufacturing industries look to replace consumable contact bearings with non contact technologies which enable even higher speeds and accuracies.
Two traditional orifice based air bearings with AISI 300 and AISI 400 chromium steel were used, and then compared with a bearing made from our proprietary Porous Media™. The authors state this third option was selected as graphite is known to be “very crash resistant, eliminates damage to the guide surface, and lowers air consumption”.
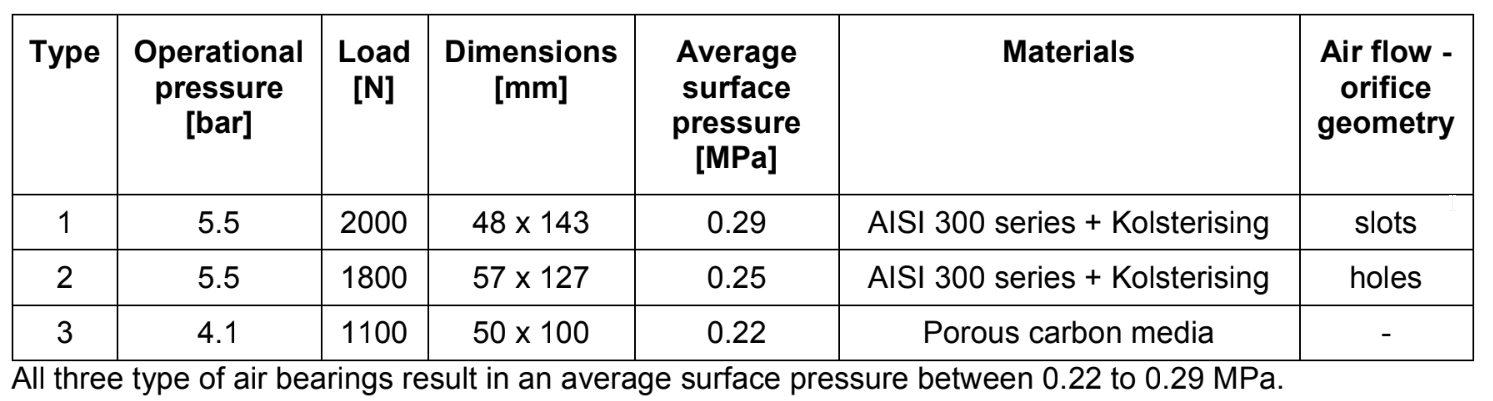
While the authors note that increasing the thickness of the chromium layer on the guide beam had a noticeable effect on the lifespan of the bearing, this is ultimately rendered inconsequential by the superior attributes of the porous carbon, which will be discussed later on.
Experimental Setup
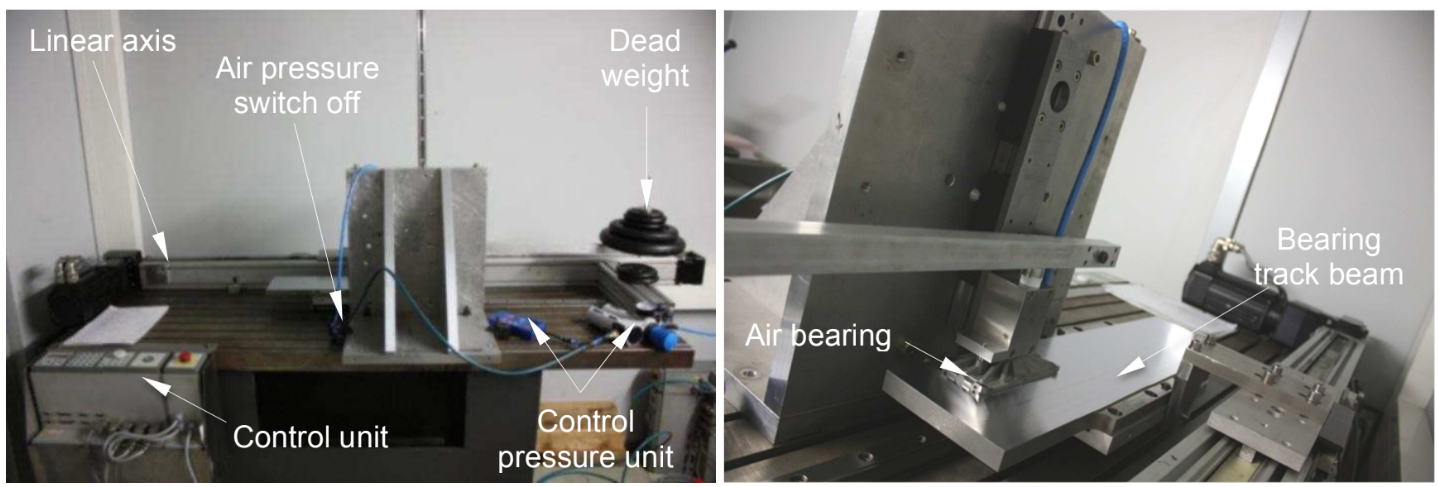
Air bearing crashes were simulated by a test apparatus designed to model a real world crash phenomenon, in which the researchers could vary speed, acceleration, load, and air supply. In the setup, the bearing was fixed while the guideway moves, an entirely common approach for many of our applications. The test rig is shown below.
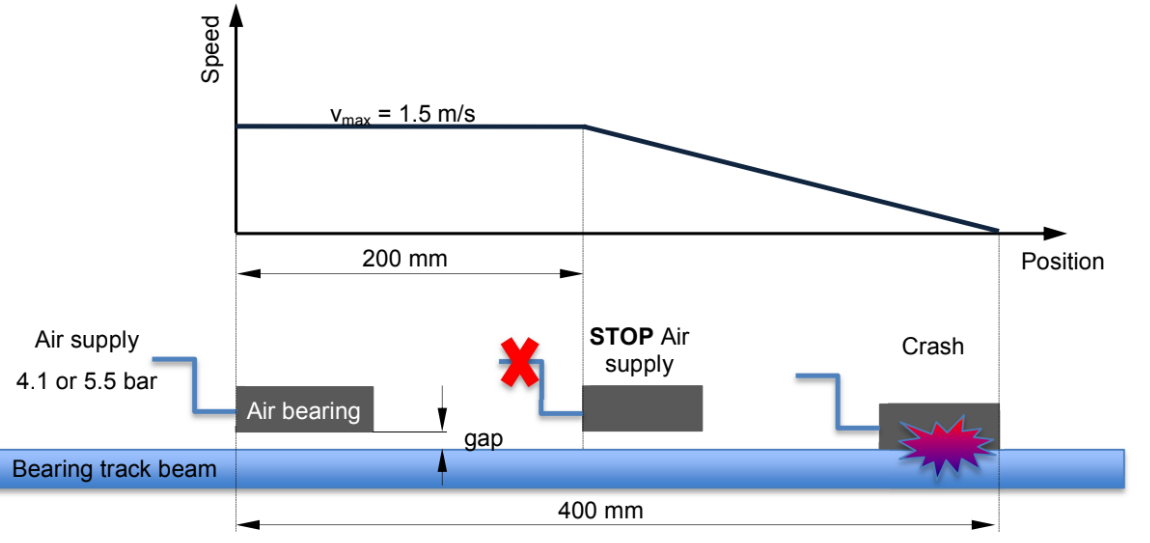
The experiment proceeded as follows. The bearing was pressurized to either 4.1 or 5.5 bar, depending on specifications for the given bearing. The bearing then “traveled” 200mm at a speed of 1.5m/s with an acceleration of 20m/s unil the air supply was cut off, and then traveled another 200mm in a crash. To reset the test apparatus, the bearing was repressurized at the end of each run. The consistent experiment parameters ensure bearing contact with the track occurred at the same palace on the guide beam, causing the wear to be highly localized.
Results
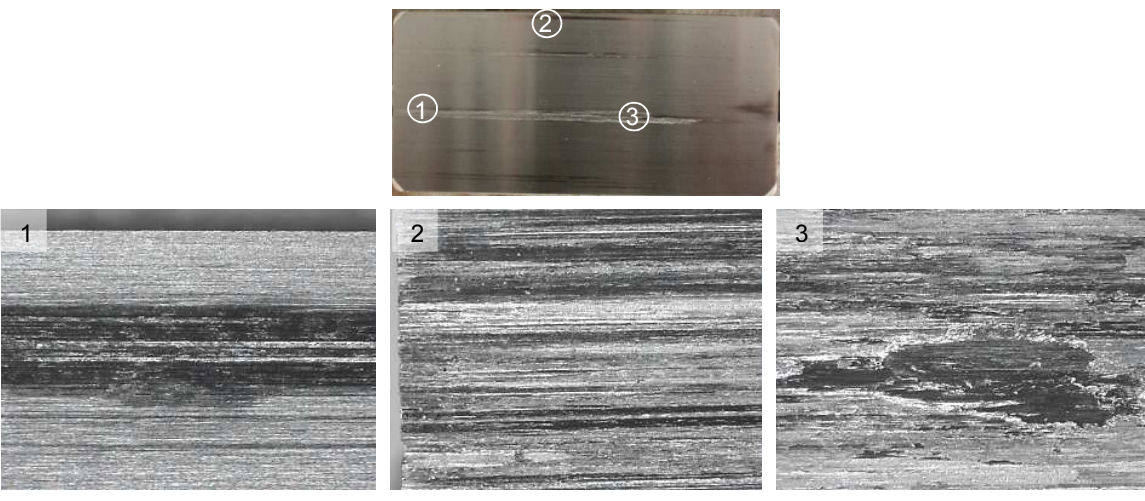
The first air bearing, an AISI 300 type 1 slotted orifice bearing against a kolsterised AISI 400, Chromium hardened guide beam demonstrated observable surface defects after the first crash, and the system became inoperable after 8 crashes, with surface defects on the order of 20-35 micrometers in height. The beam surface showed cracking and even flaking of the protective chromium layer, shown below.
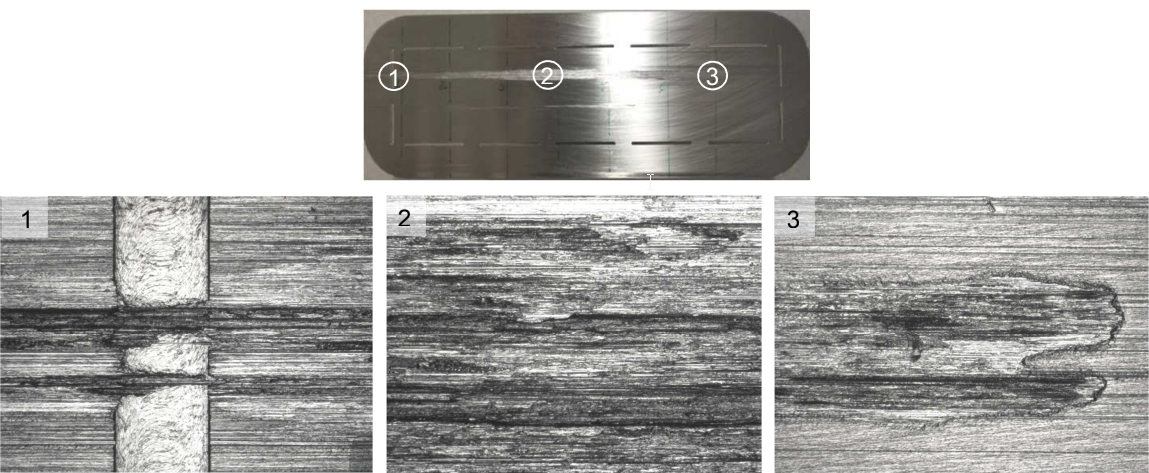
The second air bearing was similar, an AISI 300 type 2 holed orifice bearing against a kolsterised AISI 400, Chromium hardened guide beam. This air bearing lasted longer, surviving 18 crashes before becoming inoperable during the reset phase of the experiment. Defect height on the bearing surface was measured between 18 and 35 micrometers, while the guide surface demonstrated intermixing of the steel and chromium due to adhesive wear phenomenon (welding) under high impact.
The Porous Media air bearing, provided by New Way, sustained 50 crashes against the guide beam and was still deemed fully operational, with surface defects on the bearing measuring in between 0.2-0.8 micrometers. This is thanks to the high compressibility of our porous carbon, which acts as an ablative surface in the event of a crash, preserving both the guideway and the bearing itself.
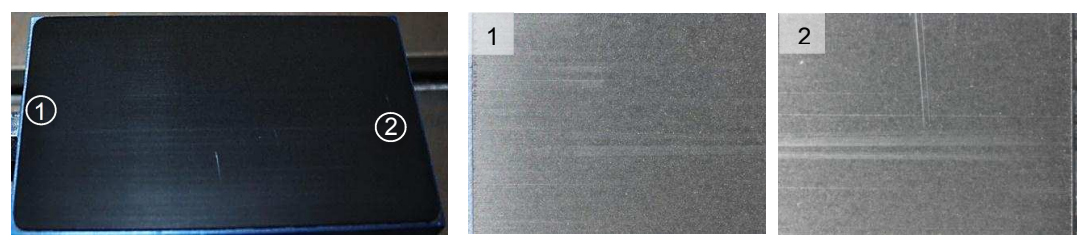
During the test of the porous bearing, the researchers noticed an interesting effect, new to even us. During the crash situation, small particles are generated from the bearing surface and form a thin, protective layer, perhaps acting similarly to the dry graphite lubricants which are already commonplace in industrial settings.
Conclusions
After comparing the results of the testing (below) the primary takeaways from this research become obvious. Even after 50 crashes, the Porous Media bearing was not only operational but still performing flawlessly. The authors note “damages on the air bearing guide surface are not visible”, and Porous Media components are considered a reliable candidate for high precision machine tools bearings, and other system precision application bearings.
To learn more about the incredible benefits of porous graphite air bearings and how your application can benefit, download our ebook, “Mythbusters: The Truth About Air Bearings”!
If you have any questions or wish to consult with our dedicated engineering staff, please contact us today.
Learn More About the Porous Media Difference
