The Physics of Glass Flotation
by Drew Devitt
Founder, Chairman and Chief Technology Officer
New Way Air Bearings
Aston, Pennsylvania, USA
from the Japanese edition of Semiconductor International magazine
(originally printed in Japanese – See PDF attachment)
Large LCD TV screens (1 meter and larger) are forecast to be one of the fastest growing segments in the display market. Accordingly, manufacturers are turning to larger and larger sheets of glass. Generation 8 was considered large at 2.0m2. One of the leading manufacturers is working now to commission a Generation 10 manufacturing facility. And another is planning a Generation 11 fab.
Dimensionally, Gen 10 glass is 3.1m long by 2.8m wide, but it is also less than 0.7mm thick. Such large, thin glass is difficult to handle. With surface areas like sails, forces are created as robotic arms swing these large sheets of glass through the air. These large glass sizes are also significantly influenced by the downdraft air currents typical of a cleanroom environment. Velocity of cleanroom air can be 1m/s. This is equivalent to a strong breeze. In precision environments, the downdraft relies on the convective film coefficient (‘wind chill’) effect to avoid thermal errors.
For these larger generation sizes it has become prevalent, especially in Automated Optical Inspection (AOI) applications, to float the glass through the inspection area on an ‘air conveyor.’ Air conveying has also become attractive for laser scribing and cleaning of thicker glass substrates used in the manufacture of photovoltaic (PV) solar modules. This new approach to FPD and PV has required a significant rethinking on the part of equipment manufacturers.
Traditionally, processing or inspection would occur by one of two means: 1) A large, moving vacuum chuck holding the glass would pass beneath a stationary gantry, or 2) A moving gantry would translate over the glass, held on a stationary vacuum chuck.
By moving only the glass, the architecture of the machine may be changed dramatically. Where, previously, huge granite bases with moving gantries spanning 3m were required, by this new means a substrate weighing only a few kilograms can be moved through stationary inspection zones. This means that the structural loop of the machine is only necessary in the inspection zone itself. So a Gen 10 machine may be a meter or less in length, axially, and may well weigh less than the Gen 6 equipment it has superseded.
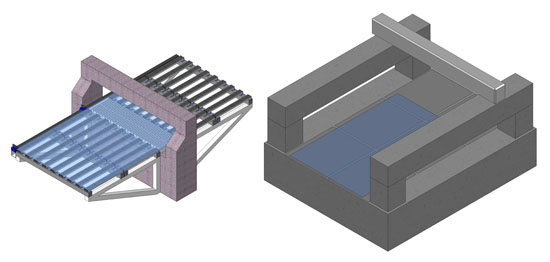
This float-the-glass arrangement requires the same amount of cleanroom space as the moving chuck architecture mentioned previously, but the new machine design would save 75% of the machine weight. When compared to the moving gantry approach, a float-the-glass design would require some extra cleanroom space, but would still provide for a much lighter machine-structure, and would avoid issues with accelerations and/or decelerations of a massive gantry on the top of the machine. So the fundamental design reasons for floating the glass are compelling, especially considering the tight structural loop that is possible in the precision or process zone. (See Figure 1)
Understanding the dynamics of glass flotation is critical for achieving precision and avoiding damage. In order to illustrate some of the issues, let’s start with the simplest of flotation systems; consider a large plate with many holes drilled in it; something similar to an air hockey table. (See Figure 2)
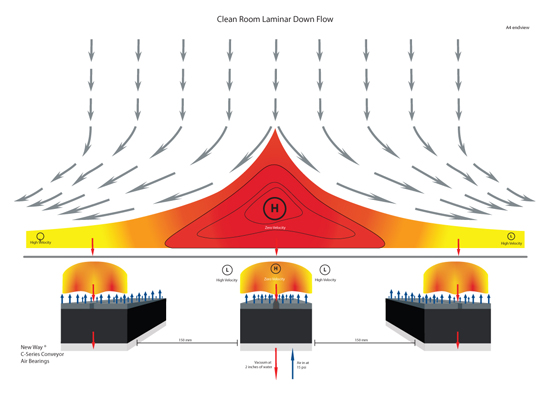
In this example a simple blower issues air pressure of something less than 7 kpa. You may think of 7 kpa as a low pressure, but when you consider that a single square centimeter of flat panel display glass weighs only a small fraction of a gram, 7 kpa provides significant capacity. Notice in the illustration that the highest pressure will be generated under the center of the glass, because the air nearest the edge can more easily flow out. This causes the glass to ‘bulge’ in the center.
But notice also that cleanrooms typically have a laminar flow of air, from the ceiling to the floor. When this laminar airflow encounters the horizontal glass, pressure gradients are caused on top of the glass as well. This creates a zero velocity area in the center of the glass and a high velocity area near the edge of the glass.
Back in the late 1700s, Daniel Bernoulli noted that high-velocity air creates low-pressure. This is how an airplane flies and a sailboat sails. This is also why a flag flaps in the wind. If we set up with high velocity wind flowing out across the top and bottom of the glass edge we can expect it to flap like a flag.

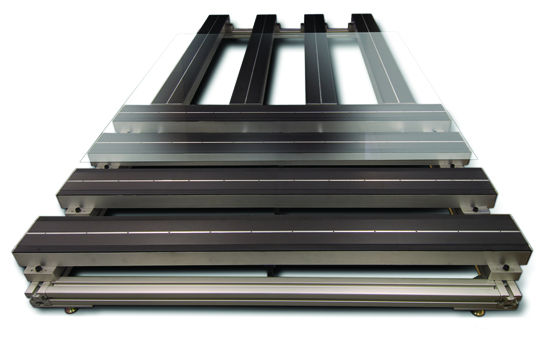
One method used to minimize the development of pressure differentials are ambient grooves in the plate, under the floating glass. Another method uses hollow aluminum bars as a platform, rather than a single large plate.
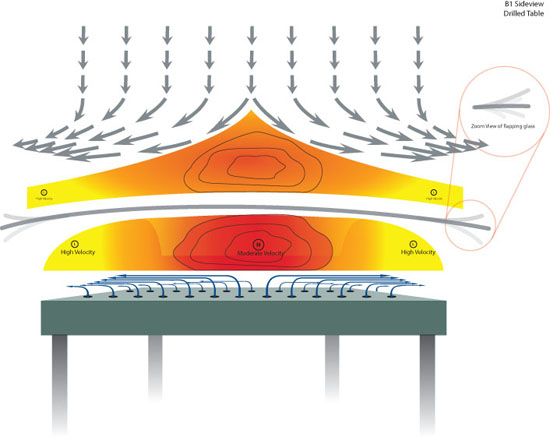
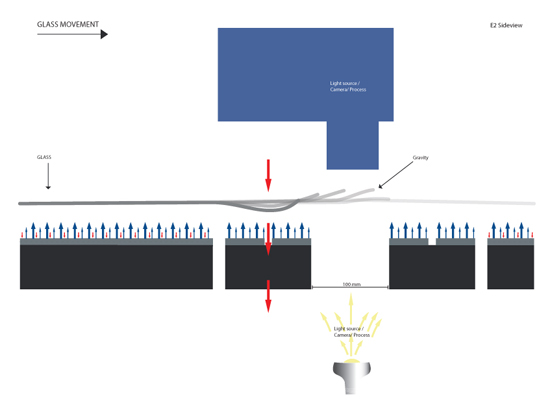
These bars introduce air pressure beneath the floating glass by means of small orifices – holes drilled at regular intervals. The spaces between the bars avoid a pressure gradient build-up. But there is still high pressure above the glass created by the down draft in a cleanroom environment. This force can easily amount to a multiple of the weight of the glass, increasing sag between the conveyors. The air flow counteracting this force will have a high pressure point in the center of each aluminum bar. This point acts as a fulcrum for the glass, which will sag from this point to its lowest point, directly between the conveyors. Because FPD glass is not very stiff, this sag can be surprising – even disastrous – if the glass feeds onto a perpendicular surface. Downdraft air creates high pressure, increasing sag. (See Figure 3)
As you can see, there are difficulties in controlling large sheets of glass during FPD production. There have been efforts to model how a large piece of glass might behave in a clean-room environment, but there are so many variables it is a little like predicting the weather, not an exact science.
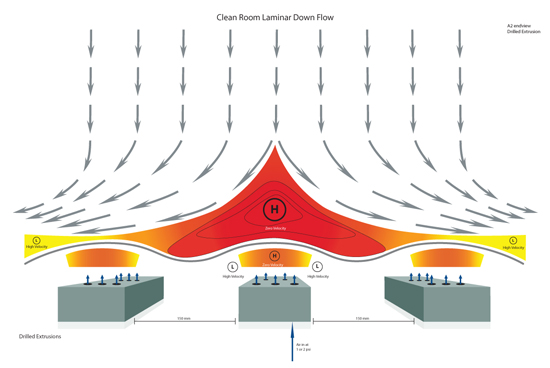
The irony here is that the atmosphere itself can be used to gain control over the glass; to take variables out of the picture and make glass behavior more deterministic. This can be accomplished simply by using lowpressure vacuum areas beneath the glass, causing the atmosphere to push down with a force far exceeding the weight of the glass or force from the down flow in a cleanroom. With a differential of less than 1 kpa pressure, the down-force distributed across a Generation 8 glass substrate can be 100 kgs. When this down-force of more than 10 times the weight of the glass meets the opposing (10 kpa) force from the area of pressurized air conveyor array surface, it puts the glass under control. It is no longer floating freely through the cleanroom, subject to the influence of every puff of air. Instead, the atmosphere presses it down evenly against a stiffer, higher-pressure air film.
The math and the physics are clear. Still, to some, the effect may seem counterintuitive. It is easy to think that the further away the glass is from the conveyor the safer it is, but this is not the case. Glass floating hundreds of microns above a bearing surface is actually out of control, because the common forces in the cleanroom become comparable to the supporting forces. Stiffness, damping and flow all change approximately with the cube of the air gap, so the smaller gaps prevalent with the use of vacuum dramatically increase stiffness and damping, and reduce flow.
Applying Vacuum
Since vacuum is critical for controlling the glass, let’s consider some of the approaches used to distribute it under the glass in concert with the pressure lift areas.
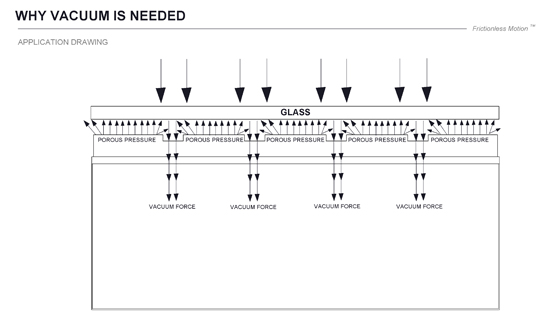
Vacuum holes are the most common way to introduce low-pressure into an air bearing film. Typically, a grid of alternating pressure and vacuum holes is used. (See Figure 4) The vacuum holes themselves cannot be large in diameter, nor can they be far from a pressure land. Because FPD glass will bend easily over a distance of just ten millimeters, contact becomes likely with such configurations. Also, as the glass moves over and off of a vacuum hole, an audible pop may be heard that may also affect the process.
Again, a variety of different strategies can be employed to address the physics of the situation.
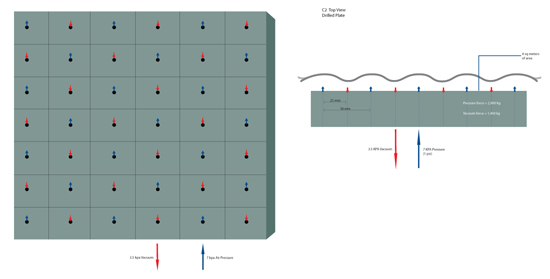
Color denotes air pressure (blue arrows) versus vacuum (red arrows).
One patented approach utilizes alternating vacuum and pressure holes, employing aerodynamic turbulence in the orifice to turn these orifices on and off: On when the glass moves over the orifices, and off when the glass moves off (and turbulent flow chokes off the orifice). These orifices act like springs. When the air gap is decreased, pressure is significantly increased. When the air gap is increased, pressure is reduced. This diminishes the disturbances caused by the motion of the glass over the pressure or vacuum holes, and avoids vertical air streams.
Another option is the use of porous media – a ceramic or carbon – rather than drilled holes, to more evenly distribute the air pressure across the face of the bearing surface. With a porous media surface, pressure issues right up to the edge of a vacuum hole, so contact difficulties are reduced significantly. This solution also helps minimize problems associated with the glass bending between vacuum and pressure holes, and provides support across the entire pressure surface. No matter where you might press down on the glass, there is always a surface land issuing high pressure, pushing back, resisting contact. (See Figure 5)
A porous surface has other advantages over discrete pressure holes, as well. Because the porous media distributes a higher air supply pressure across the entire bearing surface through millions of sub-micron-sized holes, the land surface provides for 20 times higher resistance to grounding. This is possible because the higher resistance to airflow though the torturous passageways of the porous material allows for the use of higher air pressure air (10 kpa), but at much lower flows. The advantage here is that the energy consumption to compress the air is about the same, but the load capacity or resistance to contacting the glass is 20 times higher (at a lower gap). Additionally, the airflow is difficult to detect as it leaves a porous land, having, essentially, zero velocity a fraction of a millimeter from the surface. Thus, air currents that could carry contamination above the glass are avoided. (See Figure 6)

Another consideration is that a significant amount of FPD glass processing occurs, not in a vertical or horizontal plane, but on an angle. This does minimize the issue with sag. Though this processing configuration has been successful, as the glass sheets get larger, the weight of the glass exerts a column load that is heavier closer to the bottom of the glass. This can cause the glass to bow (knee) in or out, making contact with the corner of a conveyor or process-tool more likely. The vacuum functionality is, again, an advantage in holding the glass safely against the high pressure air film, enabling that glass to carry its own weight as it moves through the process.
Figure 7 (below) details yet another reason to use vacuum, even in a conveyance-only area. Glass floating without vacuum (on air pressure only) is similar to the surface of a lake or ocean, and subject to low-frequency waves. These waves have the effect of shortening the length of the glass and, because the glass is stiff in plane, position and image stability issues can occur due to the shifting of the glass axially from the inertial forces. The glass could be flopping around like a fish on the deck over the conveyance area, while in the precision zone it will be perfectly stable in the Z axis. It is more difficult to provide stability in X and Y, however, when not using vacuum in the conveyance areas. The vacuum sources for these areas are simple and inexpensive, so there is little reason not to provide vacuum, when all of its advantages are considered.
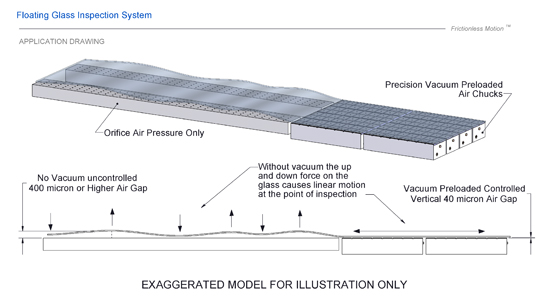
So exactly how stable can the glass be held in Z? Consider the experience of Zygo Corporation, a leader in optical surface profiling metrology. According to measurements collected using its state-of-the-art 3D optical profiler, custom designed for the Display inspection market, Zygo has been able to collect repeatable interferometric photo height spacer measurements with vertical glass stability on the order of 1 nm while the glass is flying at 25 microns.
This is in large part due to the short structural-loop advantage noted earlier. The large vacuum chucks used previously to hold the glass by contact were kinematically mounted. This left a lot of unsupported chuck and, so, a diaphragm effect. By bolting vacuum-preloaded, porous carbon precision chuck segments directly to their metrology frame, Zygo was able to reduce background vibrations in the system.
Additionally, the need for a large substrate-sized vacuum chuck was eliminated in favor of the row of brick-size precision chucks. The chucks feature two precision surfaces; both the back and the face are flat and parallel. Because each is manufactured to the same thickness, they may be bolted down onto any flat surface without the need for alignment or adjustment. This is very convenient, and cost-effective compared with vacuum chucks. Further, because nothing is cantilevered, the result is a very stiff, dimensionally-stable reference (for the glass) that is bolted directly to their metrology frame.
The precision chucks Zygo used employ a slightly higher vacuum pressure (-2.50 to -10.00 kpa as compared to -0.25 to -1.00 kpa used in similar conveyors). The vacuum is projected across a narrower/smaller area as the glass is stiff locally. The vacuum holes are engineered so that they match the flow through the porous media. In this way, the flow through a vacuum hole remains the same whether there is glass over it or not, so there is no change in restriction or flow, and so no change in pressure or fly height.
A groove is another way to distribute vacuum under the glass. Grooves used for this purpose still feature integral vacuum holes, but they are not directly closed when the glass passes over, so they damp the issue of sudden flow changes through the vacuum hole.
Grooves also provide low pressure continuously at the leading edge of the glass as it moves across the array. This enables safe, high-speed glass conveyance by preventing the leading edge from “taking off.” The continuous down-force of a groove is also more practical when glass warping or stress from coatings requires the flattening functionality of vacuum. When the glass is thicker and stiffer, or not of as high a quality, as is the case with most solar substrates, a conveyor with 4 or more continuous grooves may be necessary to flatten the glass. Yes, it is counterintuitive to press the glass down harder to get it to float better. But because there is so much down-force, and the lifting lands are not very wide, such a conveyor floats the glass at a relatively low fly height. Achieving higher preload force would require high input pressures to achieve the same fly height.
In practice, solar glass quality is not as bad as may be assumed from reading the standard. A single vacuum groove down the center of a porous-media conveyor will maintain continuous low-pressure at the leading edge of the glass and still prevent FPD glass ‘fly-aways’ at high speed. But because there is just a single vacuum groove, instead of four, the vacuum force is four times less. This allows for a higher fly height with lower air pressure for a given vacuum level. This, in turn, reduces the air input requirements, while still maintaining a stiff grip on the glass.
This function also provides several other important processing or inspection advantages. With the glass traveling parallel to the conveyors in an array, the center groove pulls the glass down in the center, pushing it up along either side. This has the fortunate effect of flattening the glass, and reducing sag between conveyors. This is where the single vacuum groove provides a beneficial natural effect. (See Figure 9)
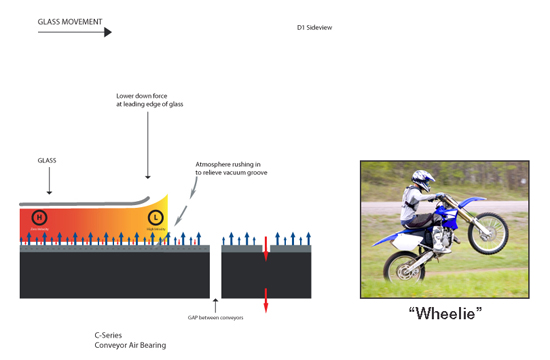
During processing or inspection, another functional advantage occurs when the glass transitions between conveyor components. At the leading edge of the glass, the vacuum groove does not hold the glass down with as much force. This is because air flows into the groove from the end, ‘relieving it’ and reducing the vacuum pressure at the edge. In effect, this creates a glass ‘wheelie.’ The leading edge of the glass rises, slightly, enabling it to clear a step or to bridge a larger gap, before setting itself down lightly on the air film of the next conveyor in line. (See Figure 10)
Further, wen the conveyors are arranged orthogonally (perpendicular to the motion of the glass), this effect can be harnessed to ‘jump’ the glass across very large gaps or process areas. Using this technique it is possible to clear 100mm-plus gaps, enabling the use of a broader array of inspection or processing equipment. (See Figure 11)
More Fun with Flatness
There are two main sources of flatness errors using contact chucks: The flatness of the chucks supporting the glass – including any contamination which may be between the glass and the chucks – and the thickness of the glass itself. By conveying the glass on a film of air, and employing precision zones adjacent to precision processes, the cost and many of the problems associated with substrate-sized vacuum chucks can be eliminated. A further advantage and the subject of a current patent is to design the precision zone to present the flattest possible surface for high-resolution lithography, and/or other precision processes.
FPD glass has a natural 5 to 7 micron thickness variation as it is made; when it is sucked down to a flat vacuum chuck, all 5 to 7 microns of thickness variation will appear as surface-flatness error. By sucking the glass up to a non-contact air bearing chuck that is arrayed around an optical aperture, the flat side of the glass will be presented to the optics slit coater or other process. (See Figure 12)

This approach reduces the requirement for depth-of-field and enables higher resolution lithography, while greatly minimizing the structural loop between the optics and the glass. The thickness variation error in the glass does not cause problems for conventional LCD manufacturing, but it is becoming a limiting factor for higher resolution types of lithography that will be required for higher definition displays.
In summary, when floating FPD glass there are basic aerodynamic issues resulting from both the environment and the air flotation system which, when recognized, allow for deterministically controlling the glass even to nanometer stability.
The author, Drew Devitt, is the Founder, Chairman, and Chief Technology Officer of New Way Air Bearings, Aston, PA, USA. He is also a Past President of the American Society for Precision Engineering (ASPE) and a member of the Education Committee for the Bearing Specialists Association (BSA).

