from Machine Design’s Special Motion Control Supplement
Drew Devitt Founder, Chief Technology Officer
New Way Precision Inc.
Aston, PA
Yes, air bearings have been around for some time, but porous media, modular bearings, and Vacuum Preloaded (VPL) units are relatively new. The first porous media bearings were developed in the 1960s for applications at National Laboratories. They appeared in production machines in the 1980s, debuting in coordinate-measuring machines (CMMs) from Sheffield Automation LLC . By the early 1990s, modular air bearings were going into CMMs from both Sheffield and L.S. Starrett Co. , as well as into some custom applications in semiconductor manufacturing.
Today only one company (New Way) offers modular air bearings which let OEMs build their own air-bearing stages. Porous Media VPLs are the most recent development and are just finding their way into production machines.
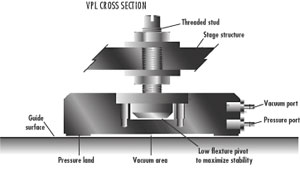
The fundamental principle in VPLs is to create a vacuum under the bearing structure to effectively preload the bearing against the guide surface. Simultaneously, pressurized air applied to the bearing surface prevents the bearing from making physical contact. Air-bearing lands, or any inactive surfaces on the same plane as the bearing face, can serve as a vacuum seal. Vacuum-preloaded air bearings are usually mounted using flexures. Because flexures have no sliding or rolling friction there is no stick-slip in their gimbal action and this action is independent of load. Also, there is no axial hysteresis and they provide perfectly bidirectional stiffness.
To visualize VPL qualities, imagine an object floating above a flat surface on a thin film of air. Now imagine trying to pull the object away from the surface but finding the two can’t be separated. VPL technology pushes surfaces away from each other while simultaneously pulling them together. The benefits of this concept are helping VPLs find homes in high-end precision machine applications. The recent commercial availability of modular VPLs has given OEM machine designers the ability to build less expensive, light, and low-profile multiaxis stages.

EG5-300E wafer probers from Electroglas Inc., San Jose ( www.electroglas.com ), use a custom VPL stage and New Way porous media bearings (inset, left and above) to handle parametric testing of 300-mm wafers. Probe-to-pad accuracy is 2.5 microns.

Electroglas says the closed-loop air-bearing system reduces maintenance costs and boosts the machine MTBF.

First a few basics: Unlike contact-roller bearings, air bearings utilize a thin film of pressurized air to provide a “zero-friction” load-bearing interface between surfaces. The two surfaces don’t touch. Being noncontact, air bearings avoid the traditional bearing-related problems of friction, wear, particulation, and lubricant handling, and offer distinct advantages in precision positioning and high-speed applications.
The fluid film of the bearing is air that flows through the bearing itself to the bearing surface. The design of the air bearing is such that, although the air constantly escapes from the bearing gap, the continual flow of pressurized air through the bearing is enough to support the working loads.
Air bearings are typically classed as orifice or porous media types. In orifice bearings the pressurized air arrives at the bearing surface through a small number of precisely sized holes. The concept is similar to the air hockey table amusement game, but with the holes in the puck rather than the table.
Porous-media air bearings are quite different in that the air is supplied through the entire surface of the bearing. Specifically, the bearing surface is laced with microscopic holes and vias through which air flows. These holes are not drilled but are inherent to the bearing material. The porous material controls the airflow in the same way as an orifice bearing that had millions of miniature holes across its surface.
Because of their advantages over rolling-element bearings, air bearings are a natural choice for applications such as CMMs, precision machine tools, semiconductor wafer-processing machines, and other clean-room, high-speed, and precision positioning environments.
Understanding stiffness
Stiffness is important when designing any precision motion system. Bearing stiffness is a significant factor in overall performance. The higher the stiffness, the less compliance when loads are applied. Preloading is used for all types of bearings to boost bearing stiffness.
Preloading in roller bearings follows the rules of Hertzian contact stresses. Basically, as a ball bearing presses against its race, the point or line of contact becomes larger as the load becomes heavier. The larger contact area leads to higher stiffness. In roller bearings the desire to increase stiffness must balance against higher friction and wear from the preloading.
On the other hand, preloading in air bearings follows the rules of fluid dynamics. As air bearings are loaded, the air gap gets smaller and the pressure in the air film rises. Because air is a compressible fluid it has a spring rate or stiffness. Higher pressures are essentially a preload on the air spring. If you think of the air gap as a column with a uniform spring rate, it is evident that the shorter the column, the higher its stiffness. The factors that determine stiffness in air bearings are the pressure in the air gap, the thickness of the air gap, and the projected surface area of the bearing.
Intuitively it may be difficult to see how an air bearing could ever have stiffness as high as a roller bearing, which is in physical contact. One should remember, though, that a point or even a line of contact theoretically has no area. Such minimal contact area creates high local stresses and so needs superhard materials to avoid deformation. In contrast, loads on an air bearing transmit through an air gap projected over an area several orders of magnitude larger than that of roller bearings. This wide air gap is also an important function in squeeze-film damping, which can be helpful in precision systems.
Air bearings can be preloaded using added mass, magnets, vacuum, or by mounting two air bearings on opposing sides of a guide rail. But adding mass often runs counter to the requirements for high acceleration and fast settling time. Magnetic preloading requires a metal guide surface under each axis. With a granite base, for example, metal strips would need to be inserted, making the structure more costly and complex. Vacuum preloading offers an elegant solution that minimizes bearing mass and height and can be utilized on granite as well as metallic guide surfaces.
Counter-intuitive preloading
Vacuum preloading is a technique that may initially be tough to understand. The fundamental principle is to create a vacuum under the bearing structure to effectively preload the bearing against the guide surface. Simultaneously, pressurized air applied to the bearing surface prevents the bearing from making physical contact.
The trick is to realize that air-bearing lands, or any inactive surfaces that are on the same plane as the bearing face, can be used as a vacuum seal. It is counterintuitive that an air gap which is being pressurized with air can be a seal for the vacuum, but it actually works quite effectively. It is easier to understand when you consider that a VPL may consume less than 5 ft 3of air/hr and that only half that will find its way into the vacuum.
In addition, the small flow into the vacuum can be dramatically reduced by adding ambient pressure grooves and seal lands between active air bearing and vacuum areas. The preload force is created in the center area where vacuum is drawn. The outside atmosphere effectively presses down on the bearing to create a preload force equaling the projected area of the vacuum pocket multiplied by the pressure differential.
It is relatively easy to create a vacuum of 20 in. of mercury (-10 psi), almost two-thirds of a perfect vacuum. A large monolithic VPL (for example, 12 in. 2) can create over 800 lb of preload force and a stiffness of well over 2 million lb/in., with only a single pound of payload.
The advantage of vacuum preloading is that it creates a preloading force on the bearings without adding mass. This technique is used to advantage when high acceleration stages need fast settling times. Guiding Xand Yaxes from a precision plane eliminates the Abby errors and tolerance buildups from stacked linear axes, thus providing for exceptional flatness of motion. Finally, VPLs allow simultaneous preloading over a plane on both Xand Yaxes without having the entire guide surface be metal as would be required with magnetic preloading.
A common design of vacuum preloaded air bearings has the air bearing land in the center and the vacuum around the perimeter. A drawback of this configuration is that it draws air (and debris) in from the environment around the bearing, acting somewhat like a vacuum cleaner.
A better VPL design has the air bearing land around the entire perimeter of the bearing, creating the seal to contain the vacuum in the center. An additional benefit of having the air-bearing land on the perimeter is that the continual positive flow of air to ambient from the air bearing actively keeps dust and contaminants away from the bearing surface.
Vacuum preloaded bearings can be designed using either orifice or porous media technology. But porous media bearings have the significant advantage over their orifice counterparts in that they will not damage the guide surface should there be an inadvertent loss of air. The porous media material will itself act as a plain bearing surface. For this reason, porous media VPLs are easier to use and are more robust than orifice designs.
Porous Media VPLs are available as off-the-shelf modular products, or as custom components that can be integral to other structural components (under a Zstage, for example). Modular VPLs are mounted with flexures that provide self-alignment of the bearing faces and height adjustment without friction or hysteresis.
Custom VPLs can also be bonded in place using a process patented by New Way that produces a precision stage, without expensive precision machining. This technique is used to great effect in the Xand Ystages of the Electroglas 300-mm Wafer Prober. A large, square VPL is also employed under the Zstage to let it float over the granite base. Flying height and stiffness can be exactly optimized by adjusting the vacuum and air pressure. Adjustability of air-film thickness can be used in wafer processing for focusing, squaring, and submicron vertical positioning over a range of 20 microns.
VPLs in action
Finally, in addition to being used on machines like the Electroglas Prober, VPL technology offers an interesting solution for applications requiring the handling and precise positioning of large sheets of material. Such applications include the inspection of flat panel display glass or the handling of material webs moving at high speed. Material in these applications can be handled without contact, while the air bearing and vacuum pressures can be adjusted to position the sheets vertically within a few microns over a range of 50 microns.
Another novel application of VPL technology is in the correction of flatness errors on guiding surfaces. Consider the situation where a platen mounts on three vacuum-preloaded air bearings on a guide plane. The pressure can be independently varied in one or more of the VPLs to control the position of the platen relative to the guide surface. The fly height of each VPL can be controlled over a range of 20 microns with a repeatability of 50 nm to position the platen where needed.
The Importance of flexure mounts
When mounting an air bearing it is critical that its face be parallel with the guide surface on which it runs. Even a few microns of out-of-parallelism across a 75-mm bearing would significantly degrade the bearing performance.

For this reason it is quite difficult to bolt bearings rigidly in place. Most modular air bearings mount on some sort of gimbal, usually in the form of a spherical socket. This lets the bearing pivot and find position parallel to its guide. A gimbal is acceptable when the load on it is in only one direction. But any play or hysteresis in the gimbal would be problematic when using a vacuum-preloaded bearing.

Consequently, vacuum-preloaded air bearings are usually mounted using flexures. Flexures have a number of interesting technical properties. Because they have no sliding or rolling friction there is no stick-slip in their gimbal action and this action is independent of load. Also, there is no axial hysteresis and they provide perfectly bidirectional stiffness. There are many different types of flexures, however, and a thorough discussion of flexures is beyond the scope of this article.

Kinematics versus elastic averaging
A kinematic design employs the theory of exact constraint. That is: Three points define a plane, two points define a line, and one point describes a position on the axis of motion defined by the plane and line. One big advantage of this method is that by knowing the stiffness and location of the support points in a kinematically supported structure, closed-end equations can predict the qualities of the system. Thus the system is deterministic. Modular vacuum preloaded air bearings mounted on flexures are easily utilized to support structures kinematically.
In contrast, the common practice of preloading bearings against each other on opposite sides of a beam is an example of elastic averaging. In this case four bearings or points describe a line. But because the two sides of the beam are not likely to be perfectly parallel it is more difficult to predict or define error motions. Furthermore, changes in size between the bearing structure and the beam because of thermal differences highlight the issue of over constraint. A large, monolithic VPL mounted on a plane is another example of elastic averaging.
In contrast, three small VPLs flexure-mounted to a piece of aluminum tooling plate would create an inexpensive, kinematically correct stage. The threaded flexures would provide for adjustment of total height and for squaring the plate to some other reference. No precision machining would be needed to build such a stage, and manufacturing and assembly would be straightforward. Distortions from the pressure and vacuum forces are isolated to the bearing itself and do not transmit through the flexure into the structure.
Conversely, a large monolithic VPL would have much higher stiffness and load capacity. However, it would be a much larger surface to make flat, would require more craftsmanship in manufacture and assembly, and it would have to be stiff enough to withstand distortions from vacuum and pressure loads. Also, its integration with other stage components could be more complicated. Last but not least, the motion of the plane would not be as deterministic, but would tend to average out errors in the guide plane.
So which is the best design principal to follow? That depends on the application and where you stand in the classic debate between instrument builders who complain about machines not being deterministic and machine builders who complain about instruments that are not robust.
by Drew Devitt
Founder, Chairman and Chief Technology Officer New Way Air Bearings Aston, Pennsylvania, USA
